The pyrolysis process has become an effective waste-to-energy solution for both plastic and used tyres. While the core technology remains similar, the plastic pyrolysis process and the tyre pyrolysis process differ slightly in feedstock treatment and operational requirements. Understanding these differences is essential for businesses choosing the right pyrolysis machinery.
Overview of the Pyrolysis Process
Pyrolysis is a thermochemical decomposition process carried out in the absence of oxygen. It converts organic materials like plastic and tyres into useful products such as fuel oil, carbon black, and combustible gas. Beston Group, a leading manufacturer in this industry, offers advanced pyrolysis systems tailored to different waste materials. Learn more about pyrolysis machine.
Tyre shredding – Whole tyres are cut into smaller pieces or shredded for uniform heating.
Steel removal – Steel wires are extracted before or after pyrolysis.
Feeding into the reactor – Shredded tyre materials are loaded into the pyrolysis reactor.
Heating – Tyre rubber is heated to 380–450°C under an oxygen-free environment.
Condensation – Vapors are condensed into tyre oil and other byproducts.
Carbon black collection – High-quality carbon black is collected for reuse or further processing.
Steel wire recovery (if not done earlier)
Key Differences Between Plastic and Tyre Pyrolysis
Feedstock Preparation: Tyres require shredding and steel removal, while plastic needs sorting and drying.
Operating Temperature: Plastic may require slightly lower temperatures than tyre rubber.
Byproducts: Tyre pyrolysis yields more solid residue (carbon black and steel) compared to plastic.
Conclusion
Both processes offer eco-friendly waste disposal and valuable byproducts. However, selecting the right solution depends on your input material and desired outputs. If you’re considering investing in a pyrolysis plant, consult with Beston Group to find the most efficient and suitable machinery for your project.
Pyrolysis is a versatile process that converts organic materials into valuable products such as biochar, bio-oil, and syngas through thermal decomposition in the absence of oxygen. While the basic principles of pyrolysis remain the same, the composition and physical characteristics of the feedstock can significantly affect the efficiency of the process and the quality of the by-products. Two common feedstocks in pyrolysis are fruit shells and straw. Both materials offer distinct challenges and opportunities during pyrolysis, making it essential to understand how their properties influence the process.
Material Composition and Structure
The first significant difference between fruit shells and straw lies in their material composition. Fruit shells, such as those from coconuts, almonds, or palm nuts, are dense and have a high lignin content, which contributes to their robustness. This dense structure means that fruit shells require higher temperatures to break down in the specialized equipment, such as coconut charcoal machine, often resulting in a slower process. The high lignin content also tends to produce more stable biochar, which has better carbon retention properties.
Straw, on the other hand, is lighter and more fibrous. It is predominantly composed of cellulose, hemicellulose, and a lower amount of lignin compared to fruit shells. These materials are more susceptible to decomposition at lower temperatures, leading to faster pyrolysis times. The relative lack of lignin in straw often results in a biochar with lower structural stability and carbon content compared to fruit shell biochar. As a result, straw-derived biochar may not offer the same long-term carbon sequestration benefits.
Pyrolysis Temperature and Duration
The pyrolysis of fruit shells generally requires higher temperatures than straw. The dense, tough nature of fruit shells means they take longer to break down into smaller components under heat. This can lead to a more prolonged pyrolysis process, typically requiring temperatures of around 400-600°C. The higher heat helps break down the lignin and cellulose in the shells, leading to a higher yield of biochar with more stable carbon content.
Straw, with its lower lignin content, can decompose at lower temperatures, typically between 300-500°C. Because of its fibrous nature, straw pyrolysis is more efficient in terms of time, requiring less energy to reach the desired pyrolysis temperature. The process is often quicker, with shorter residence times in the straw charcoal machine, making it a more energy-efficient option compared to fruit shells.
Yield of By-products: Biochar, Bio-oil, and Syngas
The differences in feedstock composition between fruit shells and straw also influence the yield and quality of the by-products generated during pyrolysis. In general, fruit shells tend to produce a higher yield of biochar due to their high lignin content. The biochar produced from fruit shells is denser and has a higher carbon content, which makes it more suitable for long-term use as a soil amendment or as a material in industrial applications like carbon filtration.
In contrast, straw pyrolysis tends to yield a higher amount of bio-oil and syngas compared to biochar. The lower carbon content in straw means that more of the organic matter is converted into volatile compounds during pyrolysis. These compounds can be condensed into bio-oil, which has applications as an alternative fuel source. Syngas, primarily composed of hydrogen and carbon monoxide, is also produced in larger quantities when processing straw, making it a good feedstock for energy generation.
The variation in the ratio of biochar, bio-oil, and syngas is an important consideration when selecting feedstocks for pyrolysis machine. If the goal is to maximize biochar production for agricultural or industrial use, fruit shells would be the preferable option. However, if the aim is to generate bio-oil for fuel production or syngas for energy generation, straw would be a better choice due to its higher yield of volatile compounds.
Charcoal Machine Efficiency
The differences in the pyrolysis process of fruit shells and straw can also affect the efficiency of the charcoal machine used. For fruit shells, which require higher temperatures and longer processing times, the machine needs to be equipped with advanced temperature controls and possibly a more robust heating system to handle the denser feedstock. The slower decomposition process may also require more careful monitoring to prevent overheating or incomplete combustion.
For straw, the quicker pyrolysis process means that the machine can operate at lower temperatures, which might reduce energy consumption. The more fibrous nature of straw may also require different shredding or grinding mechanisms in the charcoal production machine to ensure uniformity of the feedstock and optimize the pyrolysis process. This adaptability in machine design is crucial for achieving maximum efficiency and ensuring consistent product quality.
Environmental Considerations
From an environmental standpoint, the pyrolysis of both fruit shells and straw offers significant benefits compared to open burning or landfilling. However, the environmental footprint of each process can differ based on the feedstock. Fruit shell pyrolysis, with its higher biochar yield, contributes more to carbon sequestration, helping mitigate climate change by storing carbon in the soil. In contrast, straw pyrolysis, with its higher syngas and bio-oil output, can contribute to energy generation, providing a renewable energy source that reduces dependence on fossil fuels.
The environmental impact also depends on the efficiency of the charcoal machine used. Machines that are optimized for energy efficiency and minimal emissions can reduce the overall carbon footprint of the pyrolysis process, regardless of the feedstock. By incorporating modern technologies that recover heat and optimize fuel consumption, both fruit shell and straw pyrolysis can be made more environmentally friendly.
The conversion of rice husks into charcoal briquettes is an efficient process that helps address both waste disposal issues and the demand for alternative energy sources. Rice husks, a byproduct of rice milling, are often discarded or burned, contributing to environmental pollution. However, through a well-established production process, these husks can be transformed into a valuable product: charcoal briquettes. This process typically involves several key steps, utilizing specialized equipment such as a rice husk carbonizer and a charcoal briquette maker to achieve optimal results.
Step 1: Collection and Preparation of Rice Husk
The first step in the production of rice husk charcoal briquettes is the collection of rice husks. These husks are generally sourced from rice mills, where they are considered a byproduct of rice processing. Before they can be used in charcoal production, the husks are cleaned to remove any impurities such as dust, stones, and dirt. This step ensures that only high-quality rice husks are used in the rice husk carbonizer, which will ultimately affect the quality of the final charcoal briquette.
Once cleaned, the husks are then dried to reduce their moisture content. Ideally, rice husks should have a moisture level of less than 15%, as excess moisture can interfere with the carbonization process and reduce the efficiency of the entire operation.
Step 2: Carbonization with a Rice Husk Carbonizer
The next stage in the production process is the carbonization of the rice husks. Carbonization is the process by which the organic material is heated in the absence of oxygen, leading to the breakdown of its chemical structure and the production of biochar. In this case, the rice husks are placed in a specialized rice husk carbonizer, which is designed to heat the material to temperatures ranging from 400 to 600 degrees Celsius.
During the carbonization process, the rice husks are converted into charcoal, while the volatile gases, liquids, and tar are released. These byproducts can be captured and either used as fuel or processed further, ensuring minimal waste. The biochar plant can be designed for continuous or batch operations, with the former providing a more streamlined and efficient method of processing large volumes of rice husks.
The carbonization process generally lasts for several hours, and once completed, the resulting rice husk charcoal is removed from the carbonizer. At this point, the charcoal has high carbon content, making it an ideal material for further processing into charcoal briquettes.
Step 3: Crushing and Grinding of Charcoal
After carbonization, the rice husk charcoal is still in large, irregular chunks, which are not suitable for briquette formation. To make it suitable for briquette production, the charcoal must first be crushed and ground into a fine powder. This is typically done using a grinder or crusher. The particle size of the crushed charcoal should be fine enough to allow for proper binding when mixed with other ingredients during the briquetting process.
Additionally, any leftover impurities or larger pieces of uncarbonized husk are removed during this stage. The result is a uniform, fine charcoal powder, which will serve as the base material for charcoal briquette maker.
Step 4: Mixing with Binder and Additives
Once the rice husk charcoal powder is ready, it is mixed with binders and other additives to improve the cohesiveness and performance of the final briquettes. The binder, often a starch-based substance or a natural resin, helps hold the charcoal particles together and prevents them from falling apart. Some producers may also add other materials, such as sawdust, clay, or limestone, to modify the properties of the briquettes, such as increasing their durability or enhancing their burn rate.
The mixture is thoroughly blended to ensure that the binder is evenly distributed throughout the charcoal powder. This step is crucial for achieving high-quality briquettes that will burn efficiently and consistently.
Step 5: Briquetting with a Charcoal Briquette Maker
Once the charcoal mixture is ready, it is fed into a charcoal briquette maker, a specialized machine that forms the mixture into uniform briquettes. The briquette maker uses high pressure to compress the charcoal powder and binder into compact shapes, such as round or hexagonal discs, or other custom forms depending on the market’s demand.
The pressure applied during briquetting is critical to achieving the right density, which will determine how well the briquettes burn and their overall strength. Properly made briquettes should have good structural integrity, ensuring they do not easily crumble during handling or transportation. To get high quality output, you can buy the Beston charcoal making machine.
Step 6: Drying the Charcoal Briquettes
After the briquettes have been formed, they are still damp due to the moisture content from the binder and additives. These briquettes need to be dried to reduce their moisture content and increase their burning efficiency. The drying process can be done naturally in the sun, but for faster results, mechanical dryers or drying kilns are often used to expedite the process.
The moisture content of the dried briquettes should ideally be below 10%, as this ensures the briquettes burn efficiently and do not release excessive smoke or pollutants when used.
Step 7: Packaging and Storage
Once the charcoal briquettes are completely dried, they are ready for packaging. Depending on the intended market, the briquettes may be packaged in bulk or in smaller, consumer-friendly bags. Proper packaging is essential to protect the briquettes from moisture and physical damage during transportation and storage.
The final product is now ready to be distributed to retailers, wholesalers, or consumers who will use the rice husk charcoal briquettes for cooking, heating, or industrial purposes.
Benefits of Rice Husk Charcoal Briquettes
The production of rice husk charcoal briquettes provides multiple benefits, both environmentally and economically. It reduces the waste produced by rice mills and offers an alternative, sustainable fuel source. Briquettes made from rice husk charcoal burn more cleanly than raw rice husks, emitting fewer pollutants and particulates. Additionally, they offer a higher energy density compared to traditional firewood, making them an efficient fuel option for households and industries alike.
Moreover, the charcoal briquettes produced from rice husks have a lower carbon footprint, making them a more environmentally friendly option compared to fossil fuels or non-sustainable wood-based charcoal. The use of a rice husk carbonizer and charcoal briquette maker ensures that the production process is both efficient and environmentally responsible, creating a valuable product from agricultural waste.
Rice hulls, a byproduct of rice production, are abundant and often seen as waste material. However, with advancements in waste-to-energy technology, rice hull carbonization has emerged as a viable solution for managing agricultural waste while generating economic value. This process, which converts rice hulls into biochar, has numerous advantages that contribute to both environmental sustainability and economic growth. The application of a rice husk charcoal making machine to this process plays a pivotal role in driving these benefits.
Waste Reduction and Resource Optimization
Rice production generates vast amounts of rice hulls, which are typically disposed of by burning or landfilling. These methods not only contribute to environmental degradation but also waste a resource that has untapped potential. Through carbonization, these hulls can be transformed into biochar, a valuable product used in soil enhancement, energy production, and various industries.
The integration of a carbonization machine allows for the efficient and controlled conversion of rice hulls into biochar. This technology optimizes resource utilization, ensuring that the maximum potential of the rice hulls is harnessed. By avoiding traditional disposal methods, the carbonization process reduces waste and alleviates the burden on landfills, leading to a cleaner environment. This resource optimization is a key economic advantage, as it allows industries to repurpose waste into valuable products.
Biochar as a Value-Added Product
One of the primary economic drivers of rice hull carbonization is the production of biochar. Biochar is a highly sought-after material in several sectors, particularly in agriculture and environmental management. Its porous structure and carbon-rich composition make it an excellent soil amendment, capable of improving water retention, nutrient absorption, and microbial activity. For farmers, incorporating biochar into agricultural practices leads to increased crop yields and reduced fertilizer costs.
The carbonization machine plays a critical role in ensuring the consistent quality of biochar produced. By regulating the temperature and process conditions, the machine produces biochar with the desired properties for specific applications. In particular, the scale of the equipment is quite flexible. For example, you can use a mobile biochar machine for small-scale production. High-quality biochar fetches a premium price in the market, providing a lucrative revenue stream for those involved in rice hull carbonization. As demand for eco-friendly agricultural solutions grows, the economic benefits of biochar production continue to expand.
Energy Generation and Carbon Credits
Another significant economic benefit of rice hull carbonization is the potential for energy generation. During the carbonization process, rice hulls are subjected to high temperatures in an oxygen-limited environment, producing not only biochar but also syngas. This syngas can be captured and used as a source of renewable energy. Industries that implement carbonization machines can utilize this energy for their own operations, reducing their reliance on fossil fuels and lowering energy costs.
Furthermore, the carbonization process contributes to carbon sequestration by locking carbon within the biochar, preventing it from being released into the atmosphere as carbon dioxide. As a result, businesses involved in carbonization can earn carbon credits, which can be traded in carbon markets. This additional revenue stream incentivizes the adoption of carbonization technology and contributes to the overall economic viability of the process.
Industrial Applications and Market Expansion
Beyond agriculture, the biochar produced from rice hull carbonization has applications in various industries, further enhancing its economic appeal. In construction, biochar is used as an additive in building materials such as concrete, where it improves durability and reduces the environmental footprint of construction projects. The biomass carbonization machine ensures that biochar produced for industrial purposes meets the stringent quality requirements of these applications.
In addition to construction, biochar is used in water filtration systems, environmental remediation, and even as a raw material for activated carbon production. These diverse applications create a broad market for biochar, with growing demand in both domestic and international markets. The economic benefits of rice hull carbonization are amplified as more industries recognize the value of biochar and integrate it into their operations.
Reducing Environmental Costs
While the economic benefits of rice hull carbonization are clear, it is important to also consider the environmental costs that are avoided through this process. Traditional disposal methods such as open burning release significant amounts of greenhouse gases and pollutants into the atmosphere. By contrast, carbonization significantly reduces emissions, leading to cleaner air and a healthier environment. The environmental savings translate into economic benefits as well, as governments and industries spend less on pollution control, health care, and environmental remediation.
Moreover, the biochar produced through carbonization enhances soil health, reduces erosion, and mitigates the impact of chemical fertilizers, all of which contribute to sustainable agricultural practices. The long-term benefits of improved soil quality include increased agricultural productivity, which in turn boosts the economy.
Conclusion
Rice hull carbonization, facilitated by advanced carbonization machines, represents a highly beneficial process that transforms agricultural waste into valuable resources. If you are interested in investing in this equipment, please consult Beston company. The economic advantages of this technology are manifold, ranging from the production of biochar and renewable energy to the creation of jobs and the reduction of environmental costs. As the global demand for sustainable solutions continues to rise, rice hull carbonization offers a promising pathway for economic growth and environmental preservation. By repurposing waste into marketable products, this technology exemplifies the potential of the circular economy and the value of resource recovery.
Biochar is a carbon-rich material produced by heating biomass in the absence of oxygen, a process known as pyrolysis. This method retains carbon in a stable form, making it a sustainable agricultural amendment. Biomass sources include agricultural residues such as crop straw, wood chips, and animal manure.
Beyond animal husbandry, biochar enhances soil fertility, moisture retention, and carbon sequestration. Its use in agriculture supports sustainable practices by improving soil health, reducing nutrient leaching, and mitigating greenhouse gas emissions.
Recent research explores advanced applications of biochar, including its role in soil microbiome management, crop disease suppression, and enhancement of nutrient use efficiency. Ongoing studies aim to optimize biochar production methods and tailor its properties for specific agricultural contexts.
Enhanced Digestive Health and Nutrient Utilization
Biochar produced by biomass pyrolysis reactor in animal feed and bedding improves digestive health and nutrient absorption, contributing to efficient livestock management.
Detoxification and Pathogen Reduction
The porous structure of biochar acts as a binding agent, reducing the bioavailability of toxins and pathogens in the digestive tract. This detoxifying effect promotes digestive efficiency and enhances animal health, reducing the incidence of gastrointestinal disorders.
Optimization of Feed Efficiency
Improved digestive function leads to better nutrient absorption, optimizing feed utilization and reducing costs in livestock operations. Biochar supplementation in feed enhances nutrient bioavailability, particularly in diets rich in plant-based materials or low-quality forage.
Ammonia Mitigation and Air Quality Improvement
Biochar produced by biomass carbonization machine has a high surface area and adsorption capacity. This makes it effective in reducing ammonia emissions and improving air quality in livestock facilities.
Mechanisms of Ammonia Capture
Biochar traps ammonia molecules, mitigating odor emissions and creating healthier environments for animals and workers. This ammonia adsorption capacity reduces nitrogen loss from manure and minimizes environmental impact, aligning with sustainable agricultural practices.
Environmental and Health Benefits
Reduced ammonia levels enhance worker safety and minimize environmental pollution, supporting regulatory compliance and community relations in intensive livestock operations. Biochar’s role in ammonia mitigation underscores its potential as a cost-effective solution for improving air quality and environmental sustainability in agriculture.
Climate Resilience and Heat Stress Mitigation
Biochar enhances soil water retention and nutrient availability, supporting livestock health and productivity during climate extremes.
Soil Moisture Retention
Improved soil water-holding capacity helps maintain forage quality and pasture resilience during droughts or heatwaves, reducing the need for supplemental irrigation in livestock production systems. Biochar-amended soils exhibit enhanced water infiltration rates and reduced runoff, promoting sustainable water management practices.
Nutrient Cycling and Forage Quality
Enhanced nutrient cycling fosters robust pasture growth, providing nutritious forage for grazing livestock year-round. Biochar’s ability to improve soil structure and microbial activity enhances nutrient availability, supporting optimal forage production and livestock nutrition.
Resilience to Climate Variability
Biochar-amended soils exhibit greater resilience to climate variability, buffering against temperature fluctuations and extreme weather events. This resilience enhances farm productivity and ensures reliable feed sources for livestock, contributing to food security and economic stability in agricultural communities.
Biochar as a Sustainable Bedding Material
Biochar offers a sustainable alternative to traditional bedding materials, promoting circular economy principles in agriculture.
Biodegradability and Odor Reduction
Biochar-infused bedding improves animal comfort, reduces odors, and facilitates the recycling of organic waste materials. Its porous structure enhances moisture absorption and reduces microbial growth, maintaining dry and hygienic conditions in livestock housing facilities.
Environmental Benefits and Waste Management
The use of biochar bedding reduces agricultural waste disposal costs and minimizes environmental impacts associated with traditional bedding materials. Biochar’s biodegradability and soil-enhancing properties support closed-loop systems in livestock farming, aligning with sustainable development goals and resource conservation initiatives.
Soil Health and Nutrient Cycling in Pasture Systems
Biochar fosters a favorable soil environment by enhancing microbial diversity and activity, promoting nutrient cycling and soil fertility. Its stable carbon structure increases soil organic matter content, improving soil structure and water retention capacity in degraded or nutrient-poor soils.
Sustainable Intensification of Livestock Production
Healthy soils support robust pasture growth, ensuring continuous forage supply for grazing livestock and sustainable intensification of production. Biochar’s role in enhancing soil health and nutrient availability supports optimal animal nutrition and productivity, contributing to economic viability and environmental stewardship in livestock farming.
Conclusion
Biochar emerges as a versatile tool in sustainable agriculture, enhancing soil management, livestock welfare, and environmental stewardship. Its multifaceted benefits promote holistic farm management practices that prioritize efficiency, sustainability, and animal health. As global agricultural systems evolve, biochar offers innovative solutions to address challenges in animal husbandry while fostering resilience to climate change and promoting resource-efficient farming practices. Unlock more knowledge with Beston Group Co., Ltd..
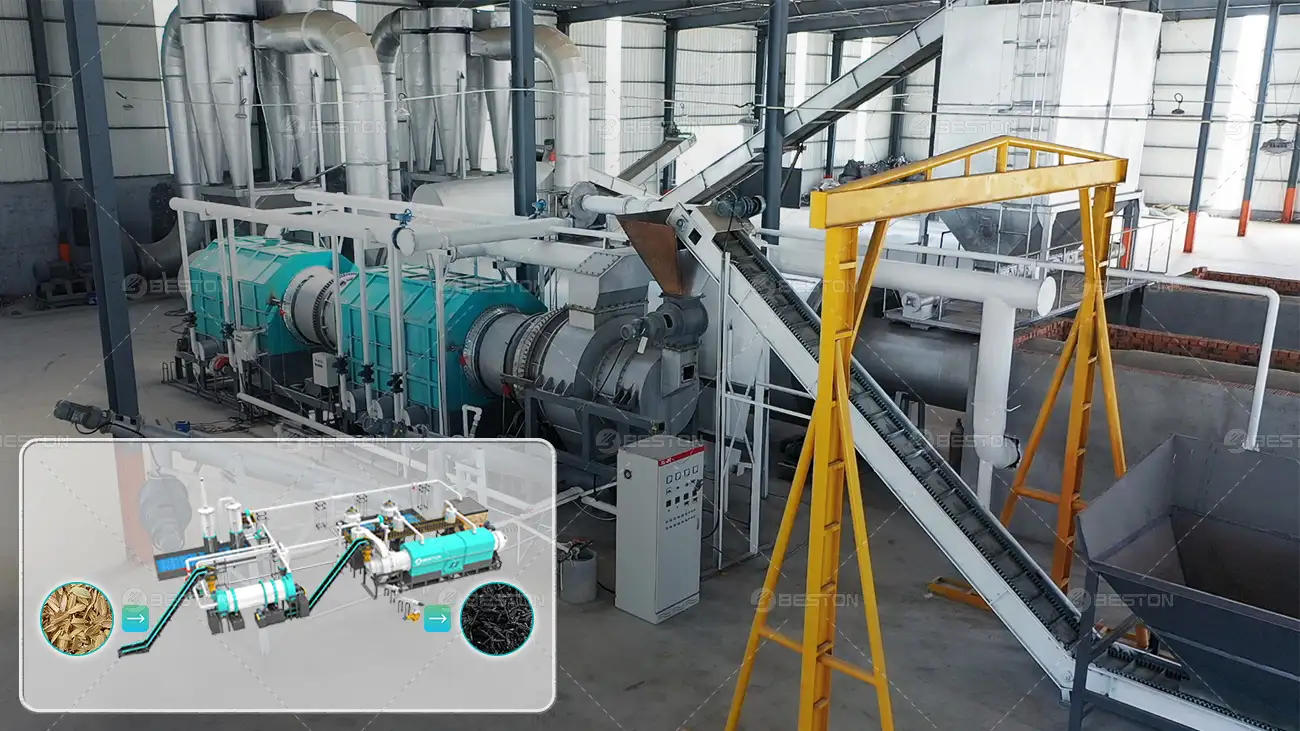
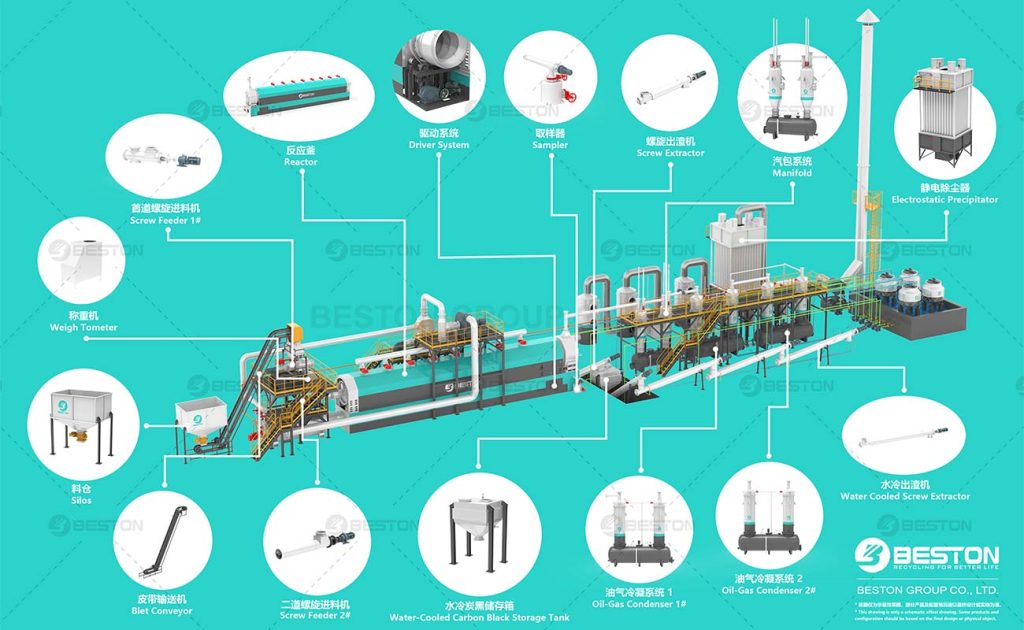
The continuous tyre pyrolysis plant represents a cutting-edge solution for converting waste tyres into valuable by-products such as pyrolysis oil, carbon black, and steel wire. The configuration of the production line in such a plant is crucial for optimizing efficiency, ensuring high-quality output, and maintaining environmental compliance. This article outlines the key components and configuration of a continuous tyre pyrolysis plant, emphasizing the technical aspects and operational benefits.
Feedstock Preparation
The first stage in the production line is the preparation of the feedstock. Waste tyres are often delivered in various sizes and forms, which must be standardized for efficient processing.
Shredding
The shredding process reduces whole tyres into smaller, uniform pieces. This step is essential for ensuring consistent feeding into the pyrolysis reactor. Industrial shredders equipped with robust blades handle the tough composition of tyres, producing chips typically around 50 mm in size. The shredding process not only facilitates easier handling but also enhances the efficiency of the pyrolysis process by providing more surface area for thermal decomposition.
Steel Wire Removal
Post-shredding, the steel wire embedded in the tyres must be extracted. This is achieved using powerful magnets and mechanical separators. Removing steel wire before pyrolysis prevents damage to the reactor and ensures smoother operation. The extracted steel wire can be collected and sold as scrap, adding an additional revenue stream.
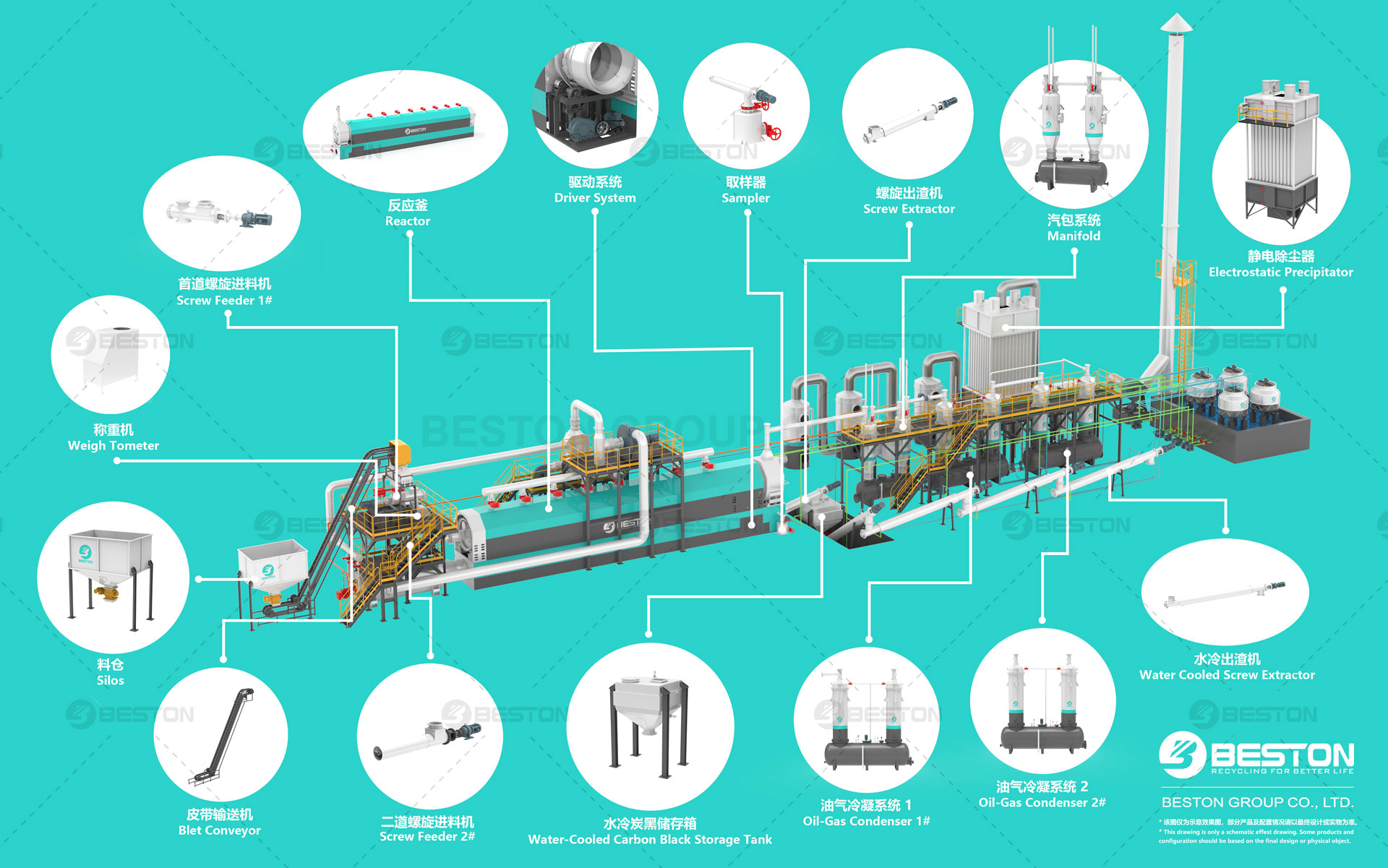
Continuous Feeding System
A continuous feeding system is critical for maintaining the uninterrupted operation of a fully continuous pyrolysis plant. This system ensures a consistent flow of shredded tyre material into the pyrolysis reactor.
Conveyor Belt
The conveyor belt transports shredded tyre chips from the feedstock preparation area to the pyrolysis reactor. Designed to handle heavy loads, the conveyor belt operates continuously, ensuring a steady supply of material. Adjustable speed controls on the conveyor belt allow for precise regulation of feedstock flow, matching the reactor’s processing capacity.
Feeder
The feeder system, typically a screw feeder, directs the tyre chips into the reactor. The screw feeder’s design prevents blockages and ensures even distribution of material within the reactor. Continuous operation is facilitated by the feeder’s robust construction and reliable performance.
Pyrolysis Reactor
The heart of the continuous tyre pyrolysis plant is the pyrolysis reactor. This component is where thermal decomposition of the tyre material occurs, breaking down the long-chain polymers into smaller molecules.
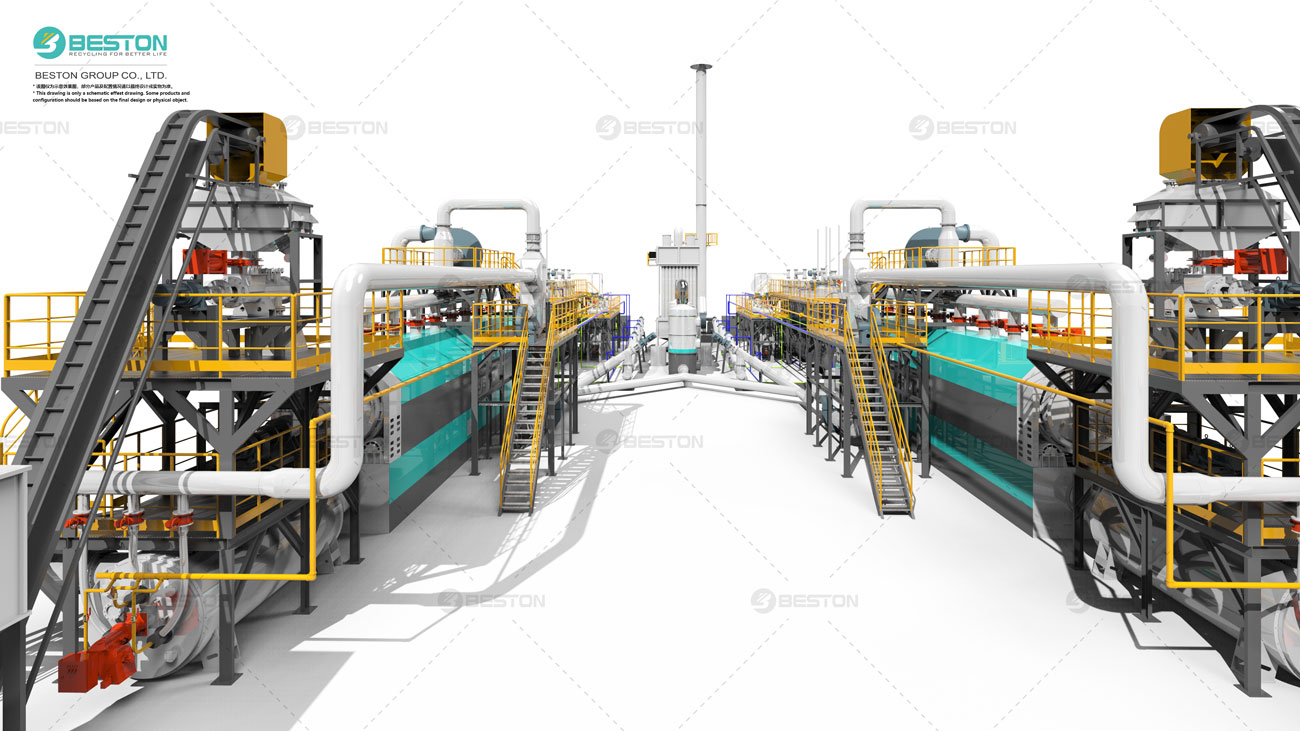
Reactor Design
Continuous pyrolysis reactors are often designed as rotary kilns or fluidized bed reactors. Rotary kilns are cylindrical and rotate to ensure uniform heating of the tyre material. Fluidized bed reactors, on the other hand, use a bed of inert material that keeps the tyre particles suspended, promoting even heat distribution and efficient thermal decomposition.
Heating System
The heating system maintains the reactor at the optimal temperature for pyrolysis, typically between 350°C and 500°C. Indirect heating methods, such as the use of a furnace or hot gas, are preferred to prevent combustion. The heating system is carefully controlled to ensure steady temperatures, which is vital for the consistent quality of the pyrolysis products.
Temperature and Pressure Control
Maintaining precise control over temperature and pressure within the reactor is crucial for efficient pyrolysis. Advanced control systems equipped with sensors monitor these parameters in real-time, allowing for immediate adjustments to maintain optimal conditions. This ensures high conversion rates and consistent product quality.
Gas and Oil Separation
The pyrolysis process generates a mixture of gases and liquid oil, which must be separated and processed further. Beston Group Co., Ltd.‘s advanced oil-gas condensation system helps customers obtain higher quality tire pyrolysis oil.
Condensation System
The hot gases exiting the reactor pass through a series of condensers, where they are cooled and condensed into liquid pyrolysis oil. Efficient condensation systems maximize oil recovery and ensure high purity. The design of the condensers, often involving multiple stages, enhances the separation process and improves overall efficiency.
Gas Collection
Non-condensable gases, such as methane, hydrogen, and carbon monoxide, are collected separately. These gases can be utilized as a fuel source for the heating system, making the process more energy-efficient and reducing reliance on external energy sources. Excess gas can be stored or flared off in compliance with environmental regulations.
Carbon Black Collection
Carbon black, a valuable by-product of tyre pyrolysis, is collected from the reactor.
Cyclone Separator
A cyclone separator is used to extract carbon black from the gas stream. This equipment relies on centrifugal forces to separate fine carbon black particles from the gases. The collected carbon black is then transported to storage bins for further processing or sale.
Bag Filter
For finer filtration, bag filters may be used to capture any remaining carbon black particles. These filters ensure that the emitted gases are clean and compliant with environmental standards. The captured carbon black is periodically removed and added to the main collection.
Cooling System
Post-pyrolysis, the remaining solid residue and gases must be cooled before further handling.
Water Cooling
Water cooling systems are often employed to reduce the temperature of the solid residues and gases. The cooled residues are easier to handle and safer to transport. Water jackets or spray systems are commonly used for this purpose, ensuring efficient heat exchange and rapid cooling.
Air Cooling
In some configurations, air cooling systems may be used as an alternative or supplement to water cooling. Air coolers are particularly useful for handling non-condensable gases, reducing their temperature before they enter further processing stages or storage.
Control System
A sophisticated control system is integral to the operation of a continuous tyre pyrolysis system. This system monitors and regulates all aspects of the production line, ensuring optimal performance and safety.
Programmable Logic Controller (PLC)
A PLC system automates the control of the plant, executing complex algorithms to maintain ideal operating conditions. The PLC interfaces with sensors and actuators throughout the production line, providing real-time data and enabling precise control.
Human-Machine Interface (HMI)
The HMI provides operators with a user-friendly interface to monitor and control the plant. This interface displays real-time data, alarms, and system status, allowing operators to make informed decisions and respond quickly to any issues. Advanced HMIs also offer data logging and reporting features, aiding in performance analysis and continuous improvement.
Environmental Control
Ensuring that the continuous tyre pyrolysis plant operates within environmental regulations is essential for sustainable and compliant operation.
Emission Control
Emission control systems, including scrubbers and filters, remove harmful pollutants from the exhaust gases. These systems ensure that the plant meets stringent environmental standards and minimizes its impact on the surrounding environment. Regular monitoring and maintenance of emission control equipment are critical for maintaining compliance.
Waste Management
Proper management of solid and liquid waste is vital for environmental sustainability. The residues from the pyrolysis process, such as ash and unreacted materials, are collected and disposed of according to regulatory guidelines. Effluent treatment systems are used to treat any wastewater generated during the process, ensuring that it is safe for discharge or reuse.
Conclusion
The configuration of a continuous tyre pyrolysis plant production line is a complex and multi-faceted process. From feedstock preparation to final product collection, each component plays a crucial role in ensuring efficient, sustainable, and profitable operation. By optimizing each stage of the production line, operators can maximize output, reduce costs, and minimize environmental impact, making continuous tyre pyrolysis a viable and advantageous solution for waste tyre management.
In the quest for sustainable development and environmental stewardship, the pyrolysis plant business stands out as a beacon of innovation and responsibility. As the world grapples with the twin challenges of waste management and environmental conservation, pyrolysis technology offers a viable solution that aligns with the principles of Environmental, Social, and Governance (ESG) investment.
Understanding Pyrolysis Technology
Pyrolysis technology transforms waste materials, such as plastics, tires, and biomass, into valuable products like pyrolysis oil, carbon black, and syngas. These outputs can be further refined and utilized in various industries, thereby promoting resource recovery and reducing reliance on virgin materials.
Environmental Benefits
Waste Reduction: Pyrolysis plant significantly reduces the volume of waste destined for landfills. By converting non-recyclable plastics and rubber into usable products, it alleviates the pressure on waste management systems and reduces environmental pollution.
Resource Recovery: The by-products of pyrolysis, such as pyrolysis oil and carbon black, can be reused in industrial applications. This not only conserves natural resources but also minimizes the need for extracting and processing new raw materials.
Lower Greenhouse Gas Emissions: Pyrolysis offers an environmentally friendly alternative to incineration and landfill disposal, both of which contribute significantly to greenhouse gas emissions. By capturing and utilizing syngas, pyrolysis plants can generate energy with a lower carbon footprint.
Social Impact
Job Creation: Establishing a pyrolysis plant creates employment opportunities across various sectors, including construction, operations, maintenance, and logistics. This contributes to local economic development and enhances community livelihoods.
Community Engagement: Pyrolysis projects often involve collaboration with local communities, fostering a sense of ownership and participation. Educational programs and awareness campaigns can further promote sustainable waste management practices and environmental consciousness.
Health Benefits: By reducing the amount of waste in landfills and lowering pollution levels, pyrolysis process can lead to improved public health outcomes. Communities benefit from cleaner air and water, as well as reduced exposure to hazardous waste.
Governance and Regulatory Compliance
Regulatory Alignment: Pyrolysis plants must adhere to stringent environmental regulations and standards. This ensures that operations are conducted safely and responsibly, minimizing environmental risks and enhancing compliance with local and international laws.
Transparency and Accountability: Effective governance structures are crucial for the success of pyrolysis projects. Transparent reporting, stakeholder engagement, and robust management practices build trust and credibility with investors, regulators, and the public.
ESG Metrics and Reporting: Investors are increasingly prioritizing ESG factors in their decision-making processes. By establishing a pyrolysis plant business, companies can demonstrate their commitment to sustainability through measurable ESG metrics, such as waste reduction, energy efficiency, and community impact.
Financial Viability and Investment Potential
Revenue Streams: Pyrolysis plants generate multiple revenue streams from the sale of pyrolysis oil, carbon black, and syngas. These products have diverse applications in industries such as energy, manufacturing, and transportation, ensuring a steady market demand.
Cost Savings: By diverting waste from landfills and reducing disposal costs, pyrolysis technology offers significant cost savings for municipalities and businesses. Additionally, the energy produced from syngas can offset operational expenses, further enhancing profitability.
Attractive ROI: ESG investments, including pyrolysis projects, are gaining traction due to their potential for high returns and positive social impact. Investors can capitalize on government incentives, grants, and tax benefits aimed at promoting sustainable technologies.
Case Study: Successful Pyrolysis Plant Implementation
To illustrate the potential of pyrolysis as an ESG investment project, consider the case of a successful pyrolysis plant in Southeast Asia. This tyre pyrolysis machine, established through a public-private partnership, has transformed the region’s waste management landscape. By processing over 1-3 tons of tyre waste daily, the plant produces high-quality pyrolysis oil and carbon black, which are sold to local and international markets. The project has created hundreds of jobs, boosted the local economy, and significantly reduced environmental pollution.
Key Success Factors
Strategic Location: The plant’s proximity to major waste sources and industrial hubs ensures a consistent supply of raw materials and easy access to markets for its by-products.
Innovative Technology: The adoption of advanced pyrolysis technology enhances efficiency, product quality, and environmental performance, setting a benchmark for similar projects.
Strong Partnerships: Collaboration with government agencies, industry stakeholders, and local communities has been instrumental in securing support, funding, and regulatory approvals.
Conclusion
Establishing a pyrolysis tyre/oil sludge/plastic to oil machine business is not only a smart investment but also a meaningful contribution to global sustainability efforts. By aligning with ESG principles, pyrolysis projects can deliver substantial environmental, social, and financial benefits. As the demand for sustainable solutions continues to grow, pyrolysis technology offers a promising pathway to a cleaner, greener, and more prosperous future. Investors and entrepreneurs are invited to explore the vast potential of this innovative industry and join the movement towards a sustainable tomorrow.
In an era where environmental consciousness is paramount, industries are seeking innovative solutions to reduce their ecological footprint. Pulp molding machines have emerged as a sustainable alternative for producing packaging materials, utilizing eco-friendly paper pulp to create a wide range of products. This article explores the workings of pulp molding machines and the benefits of eco-friendly paper pulp molding products, highlighting their role in fostering environmental sustainability and promoting circular economy principles.
Understanding Pulp Molding Machines
Pulp molding machine, also known as pulp molding equipment or pulp molding production lines, are designed to manufacture packaging and other products using recycled paper pulp as the primary raw material. The process involves several key steps: pulping, molding, drying, and finishing. Initially, recycled paper or cardboard is shredded and mixed with water to create a slurry, which is then formed into specific shapes and structures using molds or dies within the pulp molding machine. After molding, the products are dried using heat or air, resulting in sturdy and customizable packaging solutions.
Versatility and Customization
One of the primary advantages of pulp molding machines is their versatility and ability to produce a wide range of products to meet diverse packaging needs. From egg cartons and beverage trays to electronic packaging and protective inserts, pulp molding technology offers endless possibilities for customization. Manufacturers can easily adjust the design, size, and specifications of the products to accommodate various industries and applications, ensuring optimal functionality and protection for packaged goods.
Environmental Benefits
The adoption of paper egg tray making machine for packaging production brings significant environmental benefits. Unlike traditional packaging materials such as plastic, foam, or Styrofoam, which contribute to pollution and resource depletion, eco-friendly paper pulp is derived from recycled paper or agricultural residues, reducing the demand for virgin materials and mitigating waste accumulation. Additionally, paper pulp packaging is biodegradable, compostable, and recyclable, offering a sustainable end-of-life solution that minimizes environmental impact and promotes circularity in the packaging industry.
Resource Efficiency and Waste Reduction
Pulp molding machines promote resource efficiency by utilizing recycled paper and cardboard as feedstock, diverting these materials from landfills and incineration facilities. Moreover, the production process itself is highly efficient, requiring minimal energy and water compared to traditional manufacturing methods. Additionally, pulp molding technology enables the use of byproducts and waste streams from other industries, such as agricultural residues or sugarcane bagasse, further reducing waste generation and maximizing resource utilization.
Consumer Preference and Brand Image
In today’s market, consumers are increasingly prioritizing sustainability and seeking eco-friendly alternatives in their purchasing decisions. Eco-friendly paper pulp molding products resonate with environmentally conscious consumers due to their renewable nature, biodegradability, and low environmental footprint. Brands that adopt pulp molding packaging not only appeal to environmentally aware consumers but also enhance their brand image as responsible stewards of the environment, fostering loyalty and trust among customers. See egg carton machine here.
Challenges and Considerations
While pulp molding machines offer numerous environmental and economic benefits, certain challenges and considerations must be addressed to maximize their potential. One challenge is the need for investment in research and development to enhance the efficiency, speed, and automation of pulp molding processes, making them more competitive with conventional packaging materials. Additionally, overcoming logistical constraints related to raw material sourcing, transportation, and supply chain management is crucial for scaling up pulp molding operations and reaching broader markets.
Conclusion
Pulp molding machines and eco-friendly paper pulp molding products represent a paradigm shift in the packaging industry, offering sustainable alternatives to traditional packaging materials and practices. By harnessing recycled paper pulp and adopting circular economy principles, these technologies contribute to resource conservation, waste reduction, and environmental stewardship. However, realizing the full potential of pulp molding requires collaboration among policymakers, industry stakeholders, and consumers to address technological, logistical, and market challenges. With concerted efforts and continued innovation, pulp molding machines have the power to revolutionize packaging practices and pave the way towards a more sustainable future. Get a high productivity automatic egg tray making machine here.
In the realm of age-old crafts, the art of wood charcoal making stands as a mysterious dance between tradition and science. This alchemical process, with its roots deeply embedded in the past, transforms wood into a substance that has warmed homes and fueled industries for centuries. Join me as we venture into the world of wood charcoal making, where every ember tells a story of craftsmanship and resourceful transformation.
wood charcoal
Decoding the Charcoal Alchemy
1. Carbonization Waltz:
At the heart of wood charcoal making lies the carbonization waltz, a dance where wood surrenders its volatile components under controlled heat. This meticulously choreographed process is the first step in the transformation of wood into a carbon-rich marvel. More information on wood charcoal making machine here.
2. Pyrolytic Symphony:
The pyrolytic symphony follows, an orchestration where wood undergoes thermal degradation in the absence of oxygen. This intricate dance of high temperatures ensures the extraction of pure carbon from the wood, leaving behind the essence of its combustible spirit.
3. Kiln Crafting Ballet:
The kiln crafting ballet takes center stage, where wood, confined within the kiln’s embrace, undergoes a metamorphic journey. This transformative process unfolds within the kiln’s chambers, where heat and time collaborate to turn wood into the timeless substance known as charcoal.
4. Cooling Cadence:
As the wood charcoal emerges from the kiln, a cooling cadence commences. The gradual reduction in temperature allows the charcoal to solidify, ensuring it retains the structural integrity required for its myriad applications. See the rice husk charcoal making machine here.
Navigating the Craftsmanship Terrain
1. Artisanal Charcoal Forging:
Wood charcoal making is akin to artisanal charcoal forging. The craft demands a nuanced understanding of wood types, temperatures, and the delicate balance between combustion and carbonization.
2. Temperature Crescendo:
The temperature crescendo within the kiln dictates the quality of the wood charcoal. This vital element influences the charcoal’s porosity, which, in turn, determines its efficiency in various applications.
3. Traditional Pyrolysis Elegance:
In the elegance of traditional pyrolysis, wood transcends its natural form, and its essence is distilled into a concentrated form that has fueled human progress through the ages.
Applications in the Modern Symphony
1. Cooking Ensemble:
In the modern ensemble, wood charcoal takes center stage in cooking. The high energy content and low impurity levels make it the preferred choice for grilling, barbecuing, and even professional culinary applications. Check the charcoal briquette making machine here.
2. Metallurgical Sonata:
The metallurgical sonata showcases wood charcoal as a pivotal player in metallurgy. Its high carbon content makes it an ideal reducing agent in metal smelting, contributing to the production of iron and steel.
Wood
Challenges and Innovations Rhapsody
1. Feedstock Selection Ballet:
The feedstock selection ballet presents a challenge in wood charcoal making. Different wood types demand nuanced handling, and innovations in feedstock selection continue to refine the craft.
2. Emission Minuet:
The emission minuet poses environmental challenges. Innovations in emission control technologies perform a delicate dance to minimize the ecological footprint of wood charcoal making.
Future Harmonies and Eco-Symphonies
1. Nano-Enhanced Crescendo:
Envision a future where nano-enhanced techniques orchestrate a crescendo in wood charcoal production. Nanotechnology could refine the process, maximizing the charcoal’s potential for environmental applications.
2. Circular Economy Finale:
In the circular economy finale, wood charcoal making becomes a pivotal player. It exemplifies a closed-loop system, transforming wood waste into a valuable resource and contributing to sustainable resource management. Visit the Beston Group here.
Conclusion: Ember Tales of Legacy
As we traverse the intricate landscape of wood charcoal making, we witness the legacy of a craft that has illuminated human history. From the carbonization waltz to the cooling cadence, each step in this process echoes with the traditions of the past and the possibilities of the future. Wood, once a humble part of the natural world, transforms into a substance that transcends time—a testament to human ingenuity, craftsmanship, and our perpetual quest for sustainable solutions.
The paradigm shift towards sustainable practices in the contemporary industrial landscape has spurred the exploration of alternative avenues for waste management. The pyrolysis plant emerges as a beacon in this endeavor, paving the way for the production of pyrolysis oil—a dynamic and invaluable resource within the framework of the circular economy.
I. Unveiling the Pyrolysis Plant
A. Pyrolysis Plant Definition and Function
At its core, a pyrolysis plant is an innovative facility designed to harness the transformative power of heat in the absence of oxygen. This controlled thermal decomposition process breathes new life into various organic materials, giving rise to an array of valuable outputs, with pyrolysis oil occupying a prominent position.
B. Operational Symphony of a Pyrolysis Plant
The intricate ballet within a pyrolysis plant involves subjecting diverse feedstocks, ranging from biomass to plastics, to elevated temperatures. This orchestrated dance leads to the production of pyrolysis oil, a liquid gold with multifaceted applications.
II. Pyrolysis Oil: Liquid Gold of Sustainability
A. Chemical Composition and Properties
Pyrolysis oil, also known as bio-oil, is a complex mixture comprising hydrocarbons, oxygenated compounds, and other chemical entities. Its unique chemical fingerprint grants it versatility, making it a potential substitute for conventional fuels.
B. Versatile Applications in the Circular Economy
Energy Source: The combustion of pyrolysis oil generates heat and power, providing a sustainable energy source. This aligns with the circular economy ethos by repurposing waste into a valuable energy contributor.
Chemical Feedstock: The chemical richness of pyrolysis oil positions it as a viable feedstock for the synthesis of chemicals and bio-based materials. This dual role adds layers to its significance in the circular economy.
Bio-Based Products: Through innovative tire/plastic pyrolysis process, pyrolysis oil can be further refined to yield bio-based products, contributing to the creation of a closed-loop system where waste becomes the raw material for new products.
III. Key Considerations in the Pyrolysis Oil Production
A. Optimizing Feedstock Selection
The quality of pyrolysis oil is intricately linked to the nature of the feedstock. The pyrolysis plant must be adept at accommodating diverse materials, ensuring a broad spectrum of feedstocks without compromising the integrity of the final product.
B. Temperature and Residence Time Dynamics
The delicacy of the pyrolysis process lies in the calibration of temperature and residence time. Fine-tuning these parameters ensures the efficient conversion of feedstock into high-quality pyrolysis oil while minimizing undesirable byproducts.
C. Catalytic Influence on Pyrolysis Oil Yield
The incorporation of catalysts introduces a catalytic synergy, influencing the yield and composition of pyrolysis oil. Catalysts act as molecular architects, guiding the transformation process towards desirable chemical pathways.
IV. Navigating Challenges and Seizing Opportunities
A. Economic Viability of Pyrolysis Oil
A critical facet of integrating pyrolysis oil from tyre/plastic oil machine into the circular economy is its economic viability. Life cycle assessments, encompassing the entire journey from feedstock acquisition to byproduct utilization, guide stakeholders in gauging the sustainability and profitability of the venture.
B. Overcoming Technological Hurdles
Technological advancements are the linchpin for optimizing pyrolysis plant efficiency. Research endeavors focus on overcoming technological hurdles, such as improving heat transfer mechanisms and developing more effective catalysts, to elevate the yield and quality of pyrolysis oil.
V. Environmental Stewardship through Pyrolysis Oil
A. Mitigating Emissions Through Pyrolysis
The pyrolysis plant, in its pursuit of pyrolysis oil from plastic/tyre oil plant, champions environmental stewardship. By diverting organic waste from traditional disposal methods, it not only mitigates harmful emissions but also transforms waste into a valuable resource.
B. Carbon Sequestration Potential of Biochar
The byproduct of pyrolysis, biochar, possesses carbon sequestration potential. When integrated into agricultural practices, biochar enriches soil health while sequestering carbon—a pivotal element in the fight against climate change.